
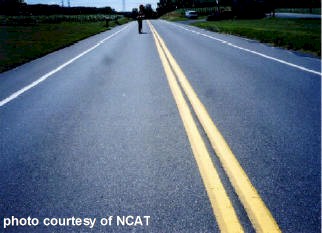
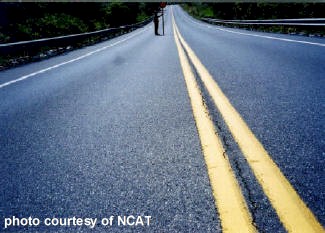
A longitudinal joint is the interface between two adjacent and parallel HMA mats. Improperly constructed longitudinal joints can cause premature deterioration of multilane HMA pavements in the form of cracking and raveling (Figures 1 and 2). These distresses, caused by relatively low density (high air voids) and surface irregularity at the joints, can largely be avoided through proper construction techniques and equipment. This section is taken largely from three National Center for Asphalt Technology (NCAT) reports:
- Kandhal, P.S. and Mallick, R.B. (1996). A Study of Longitudinal Joint Construction Techniques in HMA Pavements (Interim Report – Colorado Project). NCAT Report No. 96-03.
- Kandhal, P.S. and Mallick, R.B. (1997). Longitudinal Joint Construction Techniques for Asphalt Pavements. NCAT Report No. 97-04.
- Kandhal, P.S.; Ramirez, T.L. and Ingram, P.M. (2002). Evaluation of Eight Longitudinal Joint Construction Techniques for Asphalt Pavements in Pennsylvania. NCAT Report No. 02-03.
|
|
|
Definitions and Terms
This section uses the following terms when referring to longitudinal joints (see Figure 3):
- Cold lane. A previously paved lane. Mix temperature is at or near ambient temperature and the lane can support traffic loads.
- Hot lane. The lane being currently placed. HMA is at placement temperature.
- Joint overlap. The width that the hot lane overlaps the cold lane.
- Low density area. That portion of the cold lane that is at a significantly lower density than the rest of the cold lane. This area is typically at the outer edge of the cold lane taper in the joint overlap area and can have densities .
- Extra material for compression. The material beyond the anticipated final mat thickness. As a newly placed mat is compacted, its thickness decreases and it becomes more dense.
Construction Problems
If no construction precautions are taken, the longitudinal joint of a multi-lane paving project will often be significantly less dense than the majority of the pavement and contain surface irregularities that may or may not be caused by segregation.
Low Density
Low density is general HMA problem that can lead to numerous distresses including decreased stiffness, reduced fatigue life, accelerated aging/decreased durability, rutting, raveling, and moisture damage (Hughes, 1984[1]; Hughes, 1989[2]). Keep in mind that “low density” and “high air voids” refer to the same thing].
Usually a well-constructed joint will be about 1 – 2 percent less dense than the rest of the lane away from the joint, however a poorly constructed joint can have significantly lower density – on the order of 5 – 10 percent (Kandhal and Mallick, 1996[3]). Low joint density is common since the edge of the lane first paved (cold lane) is unconfined. As the roller passes over, this unconfined edge tends to deform laterally rather than compact. The subsequent lane (hot lane) is confined by the cold lane and therefore tends to be more dense. Typically, the hot side of the joint is about 2 – 4 more dense than the cold side (Kandhal and Mallick, 1996[3]). Furthermore, the overall joint does not typically meet minimum density requirements established for the mat as a whole. Many agencies that specify minimum densities (maximum air void contents) for HMA construction specifically exclude joint areas because of this.
Longitudinal joint densities that are slightly less than the mat average (on the order of 1 – 2 percent) are generally acceptable because, if properly placed, longitudinal joints with these densities (usually about 91 or 92 percent of Theoretical Maximum Density) are usually not subject to much loading, and their air void content is not high enough to cause significant raveling. Lower densities at unconfined shoulder edges are also generally acceptable because even if they are porous enough to allow water infiltration, they are not subject to much loading and they are usually sloped towards the shoulder, which allows an infiltrating water to quickly drain away (Brock and Skinner, n.d.[4]).
Surface Irregularities

Longitudinal joints often look coarse, open-graded or segregated (Figure 4). This can happen for several reasons:
- The joint contains segregated material. Because longitudinal joints occur at the edge of the paver screed and auger system their constituent material can come from material pushed out beyond the end of the auger and/or screed. Because it has been moved more and moved beyond the end of the auger, this material has a higher likelihood of being segregated.
- The joint deforms rather than compacts. If a joint is unconfined (either at the roadway edge or as the first lane placed) roller passes over the joint will cause it to deform sideways rather than compact.
- Handwork. Typically, HMA from the hot lane that overlaps the cold lane beyond its taper is luted back onto the hot side of the joint. This handwork usually results in a coarse surface texture and can, in extreme instances, result in segregation.
Construction Solutions
The solution to good longitudinal joint construction involves several aspects of the paving operation. First, pavers can be operated in a way that either eliminates the longitudinal joint altogether or at least maximizes the likelihood of adequate material placement at the joint. Second, several different joint construction devices can be fitted onto the paver screed to assist in material placement and joint compaction. Third, several techniques are available to better prepare the cold side of the longitudinal joint to adhere to the hot side. Finally, several different roller techniques can be used to increase material compaction at the joint. The various techniques listed below have been field tested with varying degrees of success. In most cases, a combination of several different techniques is required to construct a high quality longitudinal joint. This subsection covers:
Paving

Paving solutions involve the following:
- Eliminate the joint altogether. On some roadways it may be practical to pave the entire width in one single paver pass. Generally, screed with limitations limit this solution to roadways narrower than about 8 m (24 ft.). Further, most modern overlay paving is performed while traffic continues to flow, which necessitates that paving occur one lane at a time. Therefore, in most instances this is not a practical solution.
- Echelon paving (Figure 5). Paving multiple lanes side-by-side (with adjacent pavers slightly offset) cam improve the longitudinal joint between pavers because both mats are hot when initially compacted. Rollers behind the echelon pavers can pass directly over the longitudinal joint while both sides are hot, which results in better compaction.
- Proper mat overlap. A proper mat overlay is about 25 mm (1 inch). The hot lane should overlap the cold lane such that there is enough material for compression. A lack of material or inadequate overlap will lead to high longitudinal joint air voids. Because joint overlaps are so small (on the order of several inches), it is critical that the paver be operated on as straight a path as possible for both the cold lane and the hot lane.
Joint Construction Devices
Several different devices or techniques have been used with varying degrees of success to aid in the construction of longitudinal joints. These devices, most of which are described in Kandhal et al. (2002[5]) are:
- Notched wedge joint (NAPA, 1998[6]). An extended joint taper placed on the first paved lane that helps reduce joint air voids (Figure 6). An attachment on the paver screed (Figure 7) forms the mat edge into a tapered section (Figure 8). Notches on either end of the taper eliminate the extremely thin taper extremities which might otherwise cause poor compaction. The notches are at least as deep as the nominal maximum aggregate size of the mix and the taper is usually spread out over about 0.3 m (1 ft.). The hot lane overlaps the cold lane notch by about 12.5 to 25 mm (0.5 to 1 inch) and is bumped back to the notch to ensure enough material at the notch for adequate compaction. The notched wedge joint also provides a safe ramp for traffic transition between the cold lane and the yet unpaved portions of the hot lane.
|
|
|


- Cutting wheel (Kandhal et al., 2002[5]). A 250 mm (10 inch) diameter cutting wheel mounted on an intermediate roller or a motor grader that cuts 25-50 mm (1-2 inches) of the unconfined, low density edge of the initial lane after compaction, while the mix is still plastic. This technique cuts away and discards the high air void portion of a typical longitudinal joint.
- Joint maker (Kandhal et al., 2002[5]). A boot-like device about 75 mm wide (Figure 9) which is attached to the side of the screed at the corner during construction. The device forces extra material at the joint through an extrusion process prior to the screed. A kicker plate is also furnished which is attached to the side of the paver to lute back the overlapped HMA mix.
- Edge restraining device (Kandhal et al., 2002[5]). A 75 mm (3 inches) wide hydraulically powered wheel mounted on a roller that, when operated is positioned alongside the roller drum that pinches the unconfined edge of the first lane towards the drum providing lateral resistance during the first roller pass.
Joint Adhesion
Sometimes longitudinal joints can fail because the hot and cold sides fail to adequately bond with one another. There are two general techniques to increase the likelihood of bonding:
- Heat the cold side before placing the hot side. This will, in theory, increase the cold side HMA temperature and make the constituent asphalt binder less viscous and stickier. Typically, an infrared heater is mounted on the paver and aimed at the cold joint side. It is possible to heat the cold side to about 93°C (200°F) with this method (Kandhal et al., 2002[5]).
- Coat the cold side with an adhesive material. A tack coat applied to the cold side before paving the hot side will assist in bonding just as a tack coat assists in bonding between pavement lifts. Kandhal et al. (2002[5]) found a rubberized asphalt tack coat applied about 3 mm (0.125 inches) thick by hand worked very well.
Compaction
Various longitudinal joint compaction techniques have been suggested to increase density and provide the proper confinement of the outside mat edge so that it compacts rather than deforms. The key differences in rolling techniques involve the exact placement of the roller on the initial pass over or near the joint. No matter which initial pass technique is used, subsequent passes are usually done in accordance with the “rolling from the hot side” technique. Typical initial roller pass techniques are (Kandhal et al., 2002[5]):
- Rolling from the hot side 150 mm (6 inches) away from the joint (Figure 10). BEST PRACTICE. The first roller pass occurs in the vibratory mode with the entire roller wheel on the hot lane and about 150 mm (6 inches) from the joint. This technique pushes the material between the roller and joint towards the joint during the initial roller pass, which crowds the mix at the joint producing a higher density. This method is particularly recommended by some asphalt paving technologists for tender mix or thick lifts, which have the potential for the mix to be pushed towards the joint.
- Rolling from the hot side (Figure 10). NOT RECOMMENDED. The first roller pass occurs in vibratory mode with the majority of the roller wheel on the hot lane and overlapped onto the cold lane by about a 150 mm (6 inches).
- Rolling from the cold side (Figure 10). NOT RECOMMENDED. The first roller pass occurs in the static mode with the majority of the roller wheel on the cold lane and overlapped onto the hot lane by about 150 mm (6 inches). This technique is believed to pinch the joint together. Timing in this type of rolling is critical. When the roller is operated on the cold side of the joint, the hot side undergoes cooling which can make it difficult to achieve the desired compaction level before the hot side reaches cessation temperature.
Best Practices
The National Center for Asphalt Technology (NCAT) has participated in a number of studies aimed at determining longitudinal joint construction practices that result in long-lasting high performance joints. The following is a brief list of best practices concluded from these studies:
- Use a rubberized joint adhesive material or a notched wedge joint to obtain the most consistent high quality joint. Kandhal et al. (2002[5]) observed these to perform best. The notch in the notched wedge joint is critical to its performance (Kandhal and Mallick, 1997[3]).
- Roll the longitudinal joint from the hot side 150 mm (6 inch) away from the joint for the first roller pass. Kandhal et al. (2002[5]) observed this rolling technique to be the best with the rolling from the cold side being the worst.
- Specify a minimum joint compaction level. Joints with higher densities (lower air voids) generally perform better than joints with lower densities (higher air voids). Generally a compaction level about 2 percent less than that specified for the mat is adequate.
- ‘The cutting wheel and edge restraining device techniques are highly operator dependent. Both these techniques can produce high quality joints but they are highly dependent on operator skill and therefore may not produce consistently good joints.
- Determine joint densities by using cores. Nuclear density gauges are difficult to seat properly on the joint and may, therefore, give erroneous results.
- Hughes, C.S. (October 1984). “Importance of Asphalt Compaction.” Better Roads, Vol. 54, No. 10. pp. 22-24.↵
- Hughes, C.S. (1989). National Cooperative Highway Research Program Synthesis of Highway Practice 152: Compaction of Asphalt Pavement. Transportation Research Board, National Research Council. Washington, D.C.↵
- Kandhal, P.S. and Mallick, R.B. (1996). A Study of Longitudinal Joint Construction Techniques in HMA Pavements (Interim Report – Colorado Project). NCAT Report No. 96-03. ↵
- Brock, J.D. and Skinner, T. (no date given). Longitudinal Joints, Problems and Solutions. ASTEC technical paper T-130. ASTEC Industries, Inc. Chatanooga, TN.↵
- Kandhal, P.S.; Ramirez, T.L. and Ingram, P.M. (2002). Evaluation of Eight Longitudinal Joint Construction Techniques for Asphalt Pavements in Pennsylvania. NCAT Report No. 02-03. ↵
- National Asphalt Pavement Association (NAPA). (1998). Building the Notched Wedge Joint. TAS-126. National Asphalt Pavement Association. Lanham, MD.↵