
Overview
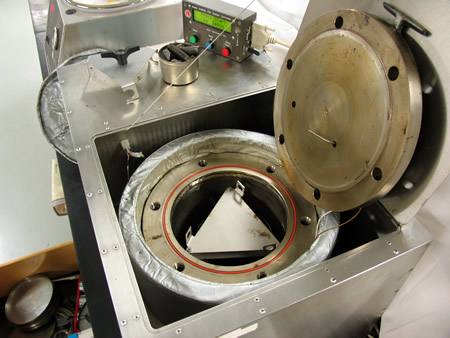
The Pressure Aging Vessel (PAV) (Figure 1) provides simulated long term aged asphalt binder for physical property testing. Asphalt binder is exposed to heat and pressure to simulate in-service aging over a 7 to 10 year period.

The basic PAV procedure takes RTFO aged asphalt binder samples, places them in stainless steel pans and then ages them for 20 hours in a heated vessel pressurized to 305 psi (2.10 MPa or 20.7 atmospheres). Samples are then stored for use in physical property tests.
The standard Pressure Aging Vessel procedure is found in:
- AASHTO R 28: Accelerated Aging of Asphalt Binder Using a Pressurized Aging Vessel (PAV)
Background
Many HMA distresses either initiate or become more severe in older pavements. Therefore, a method to simulate aged asphalt binder is important in investigating and predicting these types of distresses. The Superpave PG binder specification calls for long term aged asphalt binder to be tested at intermediate and cold temperatures to determine fatigue and low temperature cracking (Figure 2) resistance.

Asphalt Binder aging by Oxidation
Although many different factors contribute to asphalt binder aging, the key component of concern for the PAV is oxidation. Oxidation increases an asphalt’s viscosity with age up until a point when the asphalt is able to quench (or halt) oxidation through immobilization of the most chemically reactive elements.
Oxidation Occurrence
Oxidation can occur in the field during two distinct stages of a pavement’s life (Bahia and Anderson, 1995[1]):
- Mixing (Figure 3) and placement (Figure 4). During mixing and placement the asphalt binder is rapidly aged by volatilization (through elevated temperature) and oxidation (through its large contact area with the heated aggregate). The predominate aging mechanism during this stage is the loss of volatiles resulting from elevated mixing and placement temperatures; oxidation is secondary.
- In-service. Over the life of an in-service HMA pavement the constituent asphalt binder slowly ages as the oxygen from the surrounding environment percolates through the HMA and chemically reacts.
|
|
|


Aging Simulation
The RTFO aging procedure is used to simulate aging during mixing and placement, while the PAV aging procedure is used to simulate aging during in-service life. Therefore, asphalt binder tests concerned with mix and placement properties (such as the DSR) are conducted on RTFO aged samples, while asphalt binder tests concerned with in-service performance (such as the DSR, BBR and DTT) are performed on samples first aged in the RTFO and then in the PAV.
Test Origins
In developing a procedure to simulate long term aging by oxidation, two general approaches were considered (Bahia and Anderson, 1995[1]):
- Oven tests. These are older than pressure tests and are relatively simple and quick. They rely on high temperatures and thin asphalt films to accelerate the oxidation process. However, during this aging process, asphalt binder samples lost a significant amount of volatiles as well. Field tests showed that the constituent asphalt binder in older in-service HMA did not lose significant amounts of volatiles after placement.
- Pressure tests. This approach, although originally less popular than oven tests, has been around for over 40 years. Pressure tests work by using high pressure to increase the diffusion rate of oxygen into an asphalt binder sample. In general, this approach limits the loss of volatiles while aging the asphalt binder sample.
Based on the preceding descriptions, a pressure test was desired for simulating long term asphalt binder aging because (Bahia and Anderson, 1995[1]):
- Volatile loss is minimized.
- Aging can be accomplished without high temperatures.
- Large enough sample sizes can be accommodated.
- Field climate conditions can be approximated.
- Laboratory use is practical.
The standard asphalt binder PAV was developed at Iowa State University for long term aging of asphalt cements and is also a standard method for aging rubber products (as in ASTM D 454 and ASTM D 572) (Roberts et al., 1996[2]).
Reasons for PAV Time and Temperature (from Bahia and Anderson, 1995[1])
The PAV process is typically conducted for 20 hours at either 194, 212 or 230°F (90, 100 or 110°C). These were chosen for practical, rather than theoretical reasons.
Original PAV experiments were conducted at 300 psi (2.07 MPa) and 60°C for 6 days. Results showed insufficient aging and the test period was deemed too long. Therefore, in order to increasing the aging rate (producing a shorter test) the test temperature was raised. Originally, a test temperature of 212°F (100°C) was chosen but, during field validation, it was found to be overly harsh for cold climates and too mild for hot climates. Therefore, three elevated temperatures are used, each one to simulate a different general environmental condition:
| Temperature | Simulation |
|---|---|
| 194°F (90°C) | cold climate |
| 212°F (100°C) | moderate climate |
| 230°F (110°C) | hot climate |
The PAV time of 20 hours was selected because it was thought that this time would allow for one test plus the removal of completed samples and insertion of new samples within a 1 day window.
Test Description
The following description is a brief summary of the test. It is not a complete procedure and should not be used to perform the test. The complete procedure can be found in:
- AASHTO R 28: Accelerated Aging of Asphalt Binder Using a Pressurized Aging Vessel (PAV)
Summary
RTFO aged asphalt binder is placed in an unpressurized PAV preheated to the test temperature. When the PAV nears the test temperature it is pressurized to 300 psi (2.07 MPa). After 20 hours of treatment the samples are removed, degassed and stored for future testing. Figure 5 shows the major PAV equipment.

Approximate Test Time
22 hours from sample preparation to end of vacuum degassing procedure.
Basic Procedure
- Heat RTFO aged asphalt binder until fluid enough to pour. Stir sample and pour 50 g into a preheated thin film oven pan (Video 1). Pour as many pans as needed for intermediate and cold temperature testing (usually 1 – 3 pans will suffice).
Video 1: Pouring asphalt binder into a DTT sample mold.
- Place pans (Figure 6) in a pan holder (Figure 7) and place inside preheated PAV (Figure 8). Video 2 shows this process.
|
|
|
|


Video 2: Inserting samples into the PAV.
- Seal the PAV and allow it to return to the aging temperature.
- Aging temperature is based on the climate where the material is expected to be used. For climates where a PG 52 or lower is specified, the PAV is performed at 194°F (90°C). For climates where a PG 58 or higher is specified, the PAV is performed at 212°F (100°C). For desert climates, it is recommended to perform the PAV at 230°F (110°C).
- Once the PAV has reached the desired temperature, pressurize the PAV to 300 psi (2.07 MPa) and maintained the pressure for for 20 hours.
- At the end of the aging period, gradually release the pressure and remove the pans from the PAV.
- Place the pans in an oven set at 325°F (163°C) for 15 minutes, then scrape into a single container sized so that the depth of the residue in the container is between 0.55 and 1.57 inches (14 and 40 mm).
- Place the container in a vacuum oven (Figure 9) at 338°F (170°C) and degas the sample for 30 minutes to remove entrapped air. If not degassed, entrapped air bubbles may cause premature breaking in the DTT test.

Results
Parameters Measured
None. The PAV is used to simulate asphalt binder aging for use in other tests associated with performance graded asphalt binder.
Specifications
None.
Typical Values
None.
Calculations
None.
- Bahia, H.U. and Anderson, D.A. (1995). The Pressure Aging Vessel (PAV): A Test to Simulate Rheological Changes Due to Field Aging. ASTM Special Technical Publication 1241, Hardin, J.C., ed. American Society for Testing and Materials. West Conshohocken, PA.↵
- Roberts, F.L.; Kandhal, P.S.; Brown, E.R.; Lee, D.Y. and Kennedy, T.W. (1996). Hot Mix Asphalt Materials, Mixture Design, and Construction. National Asphalt Pavement Association Education Foundation. Lanham, MD.↵